














Что такое цанги для станков
Цанга – это разрезная коническая втулка из пружинной инструментальной стали, которая при осевом поджатии равномерно обжимает хвостовик инструмента или заготовки по всей окружности. За счёт конусной посадки и продольных прорезей цанга даёт малое радиальное биение (порядка 0,005–0,015 мм для качественных исполнений), устойчивый зажим на высоких оборотах и меньший риск проворота детали по сравнению с кулачковыми патронами.


Цанги используют для крепления как режущего инструмента (фрезы, сверла, развертки, метчики), так и заготовок или прутка в токарных патронах и автоматах продольного точения. В промышленности это базовый элемент оснастки: без них не обходятся фрезерные центры, ЧПУ‑гравёры, токарные автоматы и универсальные станки. Ассортимент типовых решений под разные задачи собран в каталоге MTB‑TOOL в разделе цанги для станков.
Виды и стандарты цанг
Классически цанги делят на две большие группы: инструментальные и зажимные (токарные). Инструментальные версии работают в паре с цанговыми патронами, устанавливаются в шпиндель фрезерного или сверлильного станка и зажимают цилиндрический хвостовик инструмента. Зажимные токарные цанги рассчитаны на фиксацию прутка или детали непосредственно в шпинделе или цанговом патроне и часто имеют резьбовую или фланцевую часть для подтяжки тягой.
Наиболее распространённый международный стандарт – ER по DIN 6499 / ISO 15488: это пружинные цанги с конусностью 7:24, типоразмеры ER8…ER50 и шагом 1 мм по диаметру зажима, что позволяет одним набором закрыть широкий диапазон диаметров инструмента. Для токарных станков и револьверных автоматов распространены системы 5C, 16C и их аналоги, рассчитанные на прутковую работу и быструю смену заготовок. Отдельную группу составляют специализированные решения – мягкие и ступенчатые цанги, высокоскоростные серии TG/OZ/SC, а также направляющие люнетные цанги для автоматов продольного точения.
Цанги под разные типы станков
Во фрезерных и обрабатывающих центрах чаще всего применяются ER‑цанги в цанговых патронах под конусы SK, BT, HSK, ISO или R8: такая система совместима с большинством ЧПУ‑станков и обеспечивает баланс между точностью, виброустойчивостью и стоимостью. Для типовых задач по металлообработке по месту удобно брать сразу готовый набор цанг ER нужного типоразмера (например, ER32 или ER40), который закрывает весь рабочий диапазон диаметров инструмента на участке.
На токарных станках и автоматах продольного точения цанги используются как в переднем и заднем патронах, так и в узле направляющей втулки. Токарные цанги (5C, 16C и др.) обеспечивают точную фиксацию прутка с возможностью подачи через шпиндель, а люнетные цанги для АПТ поддерживают заготовку непосредственно у зоны резания, снижая вибрации и улучшая чистоту обработки длинномерных деталей. Подбор типоразмеров и исполнений таких направляющих втулок под конкретные автоматы удобнее всего делать через профильный раздел люнетные цанги для автоматов продольного точения.
На сверлильных, расточных и шлифовальных станках цанги применяются там, где нужно минимальное биение тонкого инструмента или оправки: это могут быть как малые ER‑размеры, так и специальные цилиндрические втулки с конической посадкой по ГОСТ. В деревообработке и нестандартных установках также используют цанги, но там чаще работают облегчённые системы с другими допусками, поэтому для металлорежущих операций их обычно не применяют.
Установка и принцип работы цанговых патронов
В типовой ER‑системе цанга сначала защёлкивается в гайке патрона, затем в неё устанавливается инструмент на расчётный вылет, после чего гайка навинчивается на корпус патрона и затягивается ключом до рекомендованного момента. При затяжке конусная наружная поверхность цанги входит в ответный конус патрона, лепестки сходятся и равномерно обжимают хвостовик инструмента по окружности, обеспечивая точное центрирование и передачу крутящего момента без проскальзывания.
В токарных цанговых патронах и шпинделях цанги устанавливаются в посадочное гнездо и подтягиваются тягой, гидроцилиндром или резьбовой гайкой; при этом пруток может проходить сквозь цангу, что удобно для серийной обработки деталей «с прутка». Люнетные цанги вворачиваются в корпус люнета по резьбе, а их внутренний направляющий канал подбирается под фактический диаметр и профиль заготовки, чтобы обеспечить поддерживающее, а не зажимное взаимодействие с прутком.
Как выбрать цанги и где брать оснастку
При выборе цанг для станков в первую очередь учитывают тип шпинделя/патрона, стандарт системы (ER, 5C, 16C, R8 и т.д.) и требуемый диапазон диаметров инструмента или заготовки. Для фрезерных ЧПУ‑центров и универсальных фрезеров в большинстве случаев целесообразно опираться на ER‑стандарт по DIN 6499/ISO 15488: он обеспечивает хорошее биение, широкую номенклатуру и совместимость с цанговыми патронами разных производителей – детально параметры этих цанг описаны в карточках раздела цанги ER для фрезерных и ЧПУ‑станков.
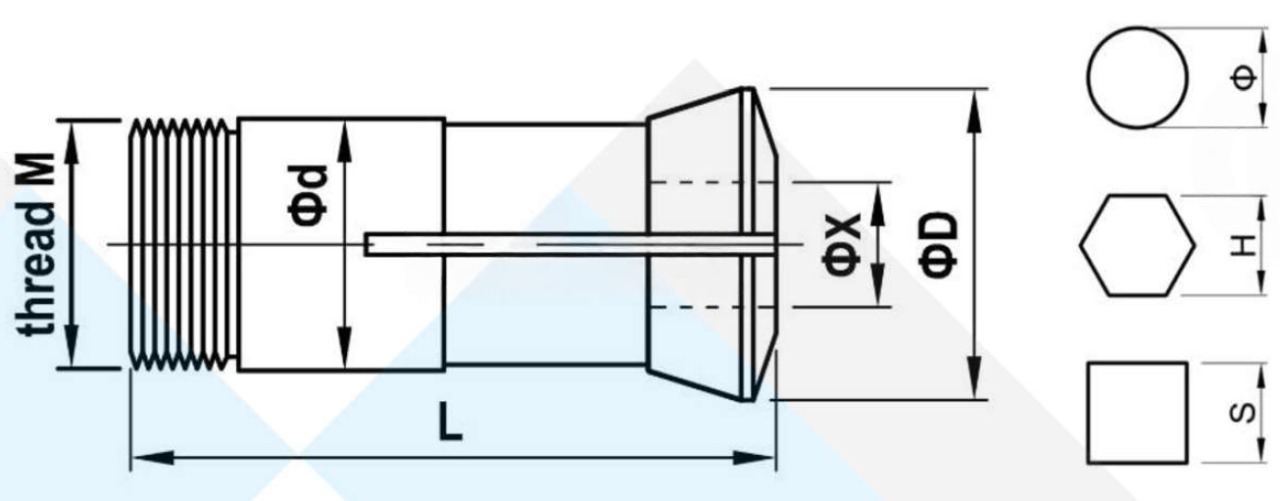
Для токарных и швейцарских автоматов ключевыми факторами являются точность направляющего канала, длина опорной зоны, геометрия вводной фаски и присоединительные размеры корпуса (D, d1, L, резьба G), поэтому здесь уместно ориентироваться на спецификации по люнетным и шпиндельным узлам конкретного станка и подбирать цанги по паспортным размерам. В серийном производстве удобно иметь базовый набор токарных и инструментальных цанг под основные диаметры, а под нестандартные профили – использовать мягкие или ступенчатые исполнения с доработкой по месту.
Чтобы не собирать оснастку по разным поставщикам, имеет смысл формировать «ядро» цанговой системы из нескольких групп: универсальные цанги для станков и патроны под основные стандарты, один‑два рабочих набора цанг ER на фрезерный участок и комплект люнетных цанг под парк автоматов продольного точения. Такое покрытие закрывает большинство задач по металлообработке: от единичных операций на универсальном оборудовании до стабильной серийной обработки на ЧПУ‑линиях.
